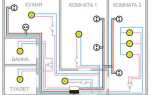
Кабеля типа одиночного провода очень хорошо подходят для разводки электросети 220V по всему дому. Они жесткие, поэтому вы можете изгибать их как хотите, и благодаря тому, что внутри провод представляет собой одиночный стержень, без дополнительных инструментов, используя обычные электрические разъемы он быстро соединяется с другими проводами и блоками (например в электрощитке).
Сетевые шнуры – это совсем другая история. Они гибкие, а внутри один провод состоит из дюжины или даже нескольких десятков тонких медных проводков. Подавляющее большинство шнуров питания поставляемых с бытовой техникой и всевозможными удлинителями, изготавливаются с использованием проводных многожильных кабелей.

Используя такие кабели можно подключить два и более провода в одну точку без использования внешних электрических разъемов. Для этой цели используются кабельные концевые втулки (наконечник штыревой) и о них будет сегодняшняя статья. Важным преимуществом этого решения является получение очень хорошей контактной поверхности выключателя с кабелем или проводами.
Кроме того, клеммы такой гильзы можно использовать везде, где надо подключать кабели типа сетевой линии. Соединение же кабеля с электрическим соединителем изделия (модуля) без зажатой втулки может привести к тому, что винт соединителя надавит только на часть проводов кабеля, что ослабит надёжность и проводимость.
Втулки изолированные штыревые
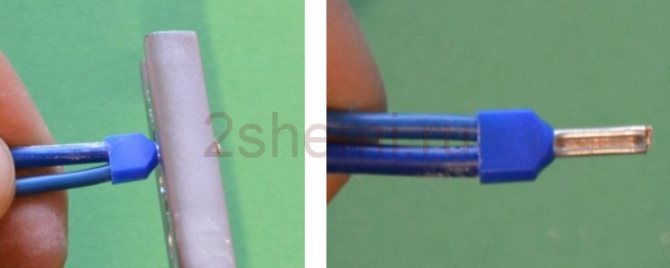
Наконечник штыревой втулочный изолированный для насадки на провода состоит из двух частей:
- проводник – трубочка длиной в несколько десятков миллиметров. Именно эта часть будет обжата.
- изоляция – пластиковый элемент в разном цвете и толщине, в зависимости от размера кабеля для которого предназначен наконечник.
Разумеется их можно купить в различных размерах, чтобы они идеально соответствовали поперечному сечению обжимаемого кабеля. Вот таблица основных характеристик:

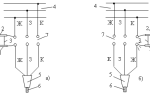
Стоит объяснить, как описываются различные размеры изолированных наконечников. На примере меток на рисунке видно:
- HI – Тип продукта в виде символа.
- 2,5 – клемма предназначенная для зажима одиночного провода с максимальным поперечным сечением 2,5 мм2.
- 2 X 2,5 – клемма предназначена для затягивания двух проводов, каждый из которых имеет максимальное поперечное сечение 2,5 мм2.
- / 8 – длина проводящего элемента в миллиметрах.
Значит если вы видите в магазине символ «HI 2 X 1.5 / 8», это означает, что в упаковке имеются изолированные наконечники, предназначенные для затягивания двух проводов, каждый с максимальным поперечным сечением 1,5 мм2 и длина проводящего элемента – 8 мм.
Обратите внимание: со стороны изоляции отверстие одиночного наконечника круглое, а отверстие двойного имеет прямоугольную форму, так что два провода могут быть расположены рядом друг с другом.
Обжиматель для штыревых втулок
Обжим для штыревых наконечников состоит из ряда углублений и язычков, каждый из которых имеет разный размер. Каждая дырка используется для зажимания втулок своего размера.

На каждом отверстии имеется число, определяющее для какого сечения кабеля предназначено данное отверстие. Например вот этот обжим может зажимать провода с поперечным сечением от 0,5 мм до 16 мм квадратных.

Обжимные инструменты другого типа
Обжимные инструменты различных производителей имеют свою форму, но когда дело доходит до самого удобного варианта – отметим автоматический обжимник.
Такой девайс не требует поиска отверстия, которое лучше всего подходит для данного наконечника. Отверстие одно, и во время зажима оно автоматически приспосабливается к вставленному концу муфты и зажимам.
На различных сайтах и интернет-магазинах этот тип обжимной машины называют универсальным, но диапазон поперечных сечений проводников которые он поддерживает обычно ограничен, например от поперечного сечения 0,25 до 6 мм2 или от 6 до 16 мм2. Более универсальными, с точки зрения диапазона поперечного сечения проволоки, являются ручные обжимки типа показанного выше.
Виды кримперов и их цена
Учитывая огромное количество существующих наконечников, обжимной инструмент делится на несколько видов.
Так, например, по расположению прижимных поверхностей среди электромонтажных кримперов существуют модели:
- С расположенными горизонтально матрицами (ножничного типа) – напоминают обыкновенные клещи. Они легкие, обеспечивают высокую скорость работы и удобны в обращении.
- С расположенными вертикально матрицами (выдвижного типа) – обычно весят больше предыдущего варианта и не так удобны в обращении, но ради справедливости следует отметить, что в своем большинстве обеспечивают равномерность обжатия. Тут рабочие поверхности двигаются параллельно относительно друг друга.
- Диафрагменные (втулочного типа, цанговый) – оказывают на поверхность гильзы давление с четырех, и даже шести сторон, за счет чего провод обжимается плотно и качественно.

Кримперы также делятся на несколько видов по типу привода.
Так у ручных механических моделей принцип работы схож с обыкновенными клещами.
Рассчитаны такие кримперы, как правило, на работу с проводами небольшого сечения, так как обжимают ограниченную группу наконечников.
К автоматическим вариантам можно отнести следующие типы обжимников:
- Мобильные полуавтоматические модели – модифицированные ручные кримперы, конструкцией которых предусмотрены съемные «разнокалиберные» матрицы, храповый механизм и устройство разблокировки.
- Полностью автоматические модели с гидравлическими, электрическими или пневматическими механизмами, посредством которых и выполняется обжатие коннекторов. В этом случае можно говорить о настольных или стационарных кримперах, которые не только развивают достаточное для работы с толстыми кабелями усилие, но и способны работать очень быстро и эффективно. Такие устройства незаменимы на автоматизированных сборочных линиях электрооборудования.
Кримперы могут быть как универсальными, так и узкоспециализированными.
Например, к последним можно отнести инструмент, предназначенный исключительно для обжимки коаксиальных кабелей, либо же для работы с автомобильными наконечниками.
Первые могут оснащаться сменными матрицами под множество типов коннекторов, их еще называют кримперы со сменным модулем.
Такие модели обладают дополнительным функционалом, вроде лезвия для удаления изоляции.

Существуют кримперы, предназначенные для работы со шлангами, например, фреоновыми.
Нередко это мобильный ручной инструмент с гидравлическим приводом, выполненным в виде насоса с рычагом подкачки давления, что обеспечивает высокое прижимное усилие.
Рынок обжимного инструмента заполнен как дорогостоящим фирменным оборудованием, так и дешевыми китайскими кримперами, среди которых приходится выбирать и профессиональным электромонтажникам, и новичкам в своем деле.
Так ручные варианты обойдутся для покупателя в сумму от 250 до 3000 рублей.
Стоимость гидравлических опрессовщиков зачастую превышает отметку в 6 – 15 тыс. рублей.









Кримперы для опрессовки шлангов высокого давления и вовсе стоят свыше 20 тыс. рублей.
Приведенные ниже советы помогут с выбором обжимника.
Как обжать наконечник штыревой
Это простая операция. Просто сделайте её один раз и можете считать себя знатоком в этой теме. Возможно потребуется две или три попытки, но давайте начнем с самого начала. Рассмотрим два примера:
- Будем сжимать проволоку с поперечным сечением 2,5 мм2, используя втулку 2,5 / 8
- Скрепим два проводника на одном конце: один 2,5 мм, вторая секция 1,5мм2 с помощью втулки 2 х 2,5 / 10
Полезное: Установка коробок для розеток и выключателей в гипсокартон
Обжим одиночной втулки с проводом
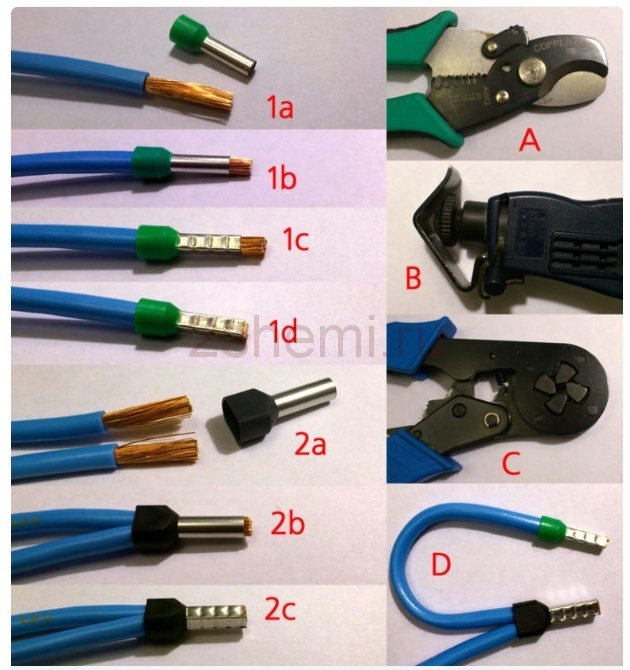
Прежде всего удаляем изоляцию с тестового 3-х жильного кабеля с поперечным сечением 2,5 мм. Лучше использовать съемник изоляции, но можно по классике – с помощью ножа.

После снятия общей внешней изоляции снимаем изоляцию с конца каждого провода отдельно. Стоит зачистить изоляцию на такую же длину, как длина втулки, которая в этом случае составляет 8 мм.

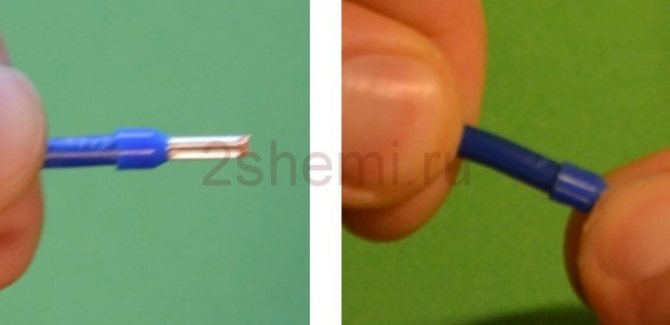
Теперь все что нужно сделать, это надеть втулку (трубочку) на конец провода. В идеале изоляция гильзы будет совпадать с изоляцией провода.

Неприемлемо размещать наконечник так, чтобы были видны медные провода между изоляцией провода и изоляцией наконечника. Такое соединение и ненадёжно, и небезопасно!

Теперь надо вставить втулку в отверстие инструмента нужного размера и сжать его. Находим 2,5 на обжимном устройстве и вставляем его до конца трубочки с проводом, затем нажмите ручку и всё сделано.

Можно проверить сидит ли надёжно наконечник на проводе, одной рукой удерживая шнур, а другой потянув за кабель. Возможно придётся поджать ещё, если наконечник двигается.
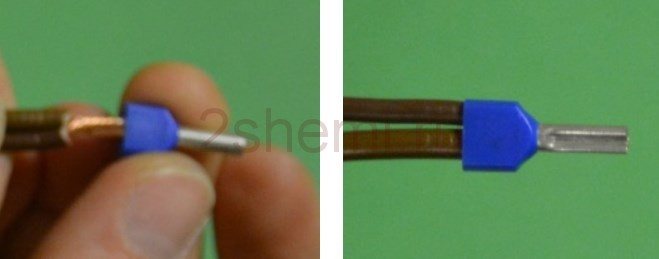
Обжим двойного штыревого наконечника
Зажим двух проводов на одном конце требует использования двойной клеммы для заданного поперечного сечения кабеля.

Первый шаг идентичен. Удаляем изоляцию с концов обоих проводов. Двойной наконечник, который наденем, имеет длину втулки 10 мм, поэтому потребуется немного больше изоляции, чем в предыдущем случае. Удерживая оба провода параллельно друг другу, всунем их в конец гильзы. Не нужно предварительно скручивать кабели между собой. Медленно (чтоб не разлохматились) надеваем наконечник на провода.

После насаживания трубочки достаточно вставить наконечник с проводами в соответствующее отверстие в обжимном устройстве. Наконечник имеет размер 2 X 2,5, поэтому отверстие 2.5 будет слишком маленьким. Тут подходит отверстие 4 мм2.
Нажимаем на наконечник сжав ручку приспособления. Готово!
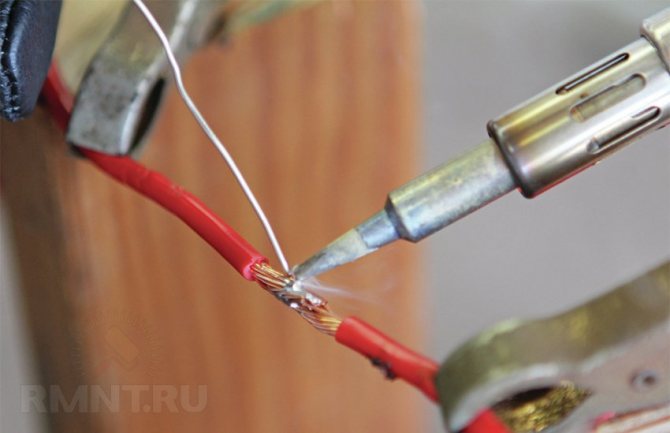
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.

Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Сплав Розе
Скручивание проводов перед обжимом
Теперь о скручивании проводов. Некоторые выполняют эту операцию каждый раз, потому что после того как это будет сделано, удобнее засовывать провода в концевой штырь (трубку).

Можно конечно и так, эффект в конечном счете идентичен.
Но при скручивании проводов ошибочно вкручивать их по очереди, а затем попытаться свернуть вместе. Кабели с таким скручиванием имеют большее поперечное сечение и могут не входить в отверстие втулки.

Варианты опрессовки втулок
Можно использовать провода с другими поперечными сечениями наконечников. Не всегда есть все типы клемм для втулок под рукой. Например, чтобы зажать один провод 1,5 мм², можно использовать наконечник 2 х 0,75. Конечно это не профессионально, потому что изоляция наконечника не подходит идеально, но в большинстве случаев он отлично выполняет свою задачу.
Когда необходимо зажимать, например, три провода, стоит использовать один терминал с соответствующим большим поперечным сечением. Одиночный наконечник имеет круглую форму изоляции, которая будет лучше для трех проводников, чем квадратная изоляция. Например хотим соединить три провода с поперечными сечениями: 2,5 мм2 – 2 шт. и 1,5 мм2 – 1 шт. Стоит попробовать использовать один терминал для проводов 6 мм2. Должно отлично подойти.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.