



Самой главной задачей при соединении любых электрических контактов является обеспечение их минимального сопротивления. При плохом контакте сопротивление между медными проводами значительно повышается, в результате чего происходит нагрев кабеля. Существует множество способов соединений контактов, но самым надежным и эффективным по праву считается сварка медного провода. Данная технология позволяет монолитно соединить все жилы провода, добившись тем самым максимально низкого электрического сопротивления. В результате нагревание проводов исключается, следовательно, уровень пожаробезопасности значительно повышается.
Соединение проводов посредством скрутки
Простая скрутка проводов запрещена ПУЭ, так как это наиболее неэффективное, недолговечное и пожароопасное соединение. Несмотря на это, домашние умельцы так и не перестают использовать данный метод, хоть последствия подобного «рукоделия» могут быть самыми плавчевными.
Скрутка проводов имеет один важный недостаток: медные соединения со временем деформируются и ослабевают, в конце концов окончательно разрушаясь вследствие высокого переходного сопротивления.
Следует помнить, что метод скрутки можно применять только в исключительных случаях, если необходимо срочно восстановить электроснабжение, а другие способы в конкретной ситуации недоступны. При этом очень важно позаботиться о качестве, безопасности и надежности соединения.
Категорически запрещается:
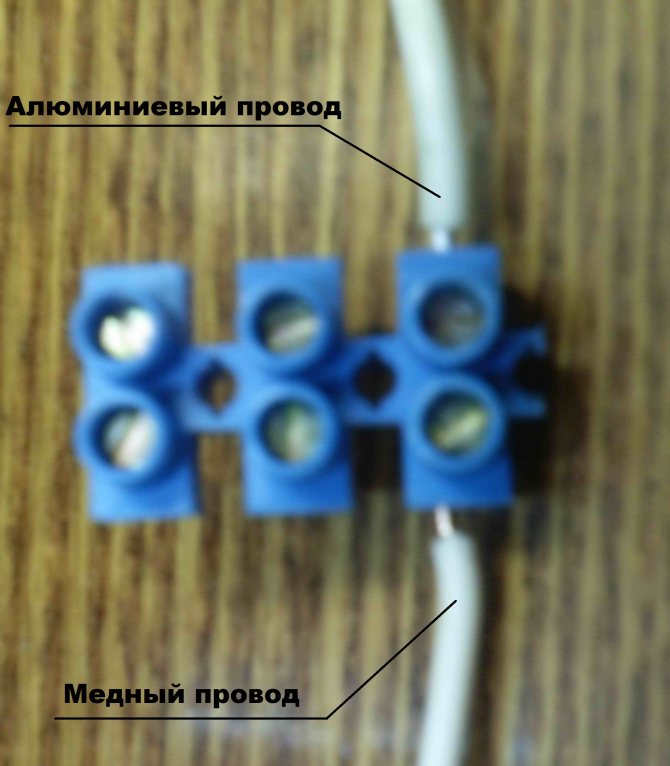
- Соединять провода, выполненные из разных материалов (алюминий и медь);
- Соединять провод медный одножильный с многожильным.
Процесс скрутки выглядит следующим образом:
- Очистить провода от изоляции на расстоянии 6-8 см от края;
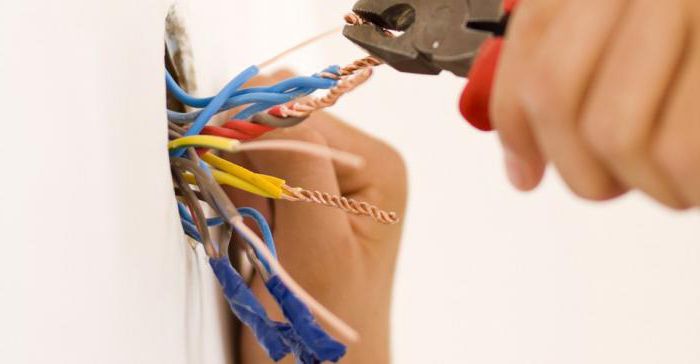
- Наложить один провод на другой крест-накрест и максимально плотно скрутить. Если сечение медного провода более 1 кв. мм, данная операция выполняется с помощью плоскогубцев.
- Откусить кусачками оставшиеся кончики проводов.
- Заизолировать скрутку с помощью специальных изоляционных материалов (ПВХ или термоусадочных трубок, колпачков) или нескольких слоев изоляционной ленты. Изоляция обязательно должна захватывать изоляционный слой проводов.
Опрессовка
Данный способ представляет собой процесс соединения проводов посредством их обжатия специальной трубчатой гильзой либо наконечником. Эти приспособления применяются, если сечение медного провода составляет 2,5-240 кв. мм. Бесспорными преимуществами технологии опрессовки являются скорость и аккуратность выполнения работ, а также последующая долговечность и безопасность соединений.

Для опрессовки используется специальный инструмент – механические, гидравлические или электрические клещи либо профессиональные обжимочные прессы. Подбор гильз осуществляется с учетом сечения и количества соединяемых проводов.
После удаления изоляции и зачистки жил, на них наносят кварцево-вазелиновую пасту, надевают гильзу и производят обжимку. Опрессованные гильзы изолируют.
Клеммники – самые эргономичные электроустановочные изделия
Правилами ПУЭ, п.2.1.21 предусмотрен вид соединений с помощью сжимов (винтов, болтов). Существует соединение непосредственно с помощью элементов крепежа «на весу», когда сквозь петельки каждого из проводов продевается винт, шайба и фиксируется гайкой с обратной стороны.
Такая инсталляция оборачивается несколькими витками изоленты и считается достаточно практичной и надежной. Более эргономичны электроустановочные изделия, называемые винтовыми клеммниками. Они представляют контактную группу, размещенную в корпусе из изолирующего материала (пластика, фарфора). Наиболее часто соединение проводов методом с помощью клеммников встречается в распределительных коробках и электрощитках. Чтобы подсоединить провод, надо его просунуть в гнездо и закрутить винт, прижимная планка надежно закрепит жилу на посадочном месте. К ответному гнезду, закороченному с первым, подключается другой соединяемый провод.
В самозажимных клеммниках типа WAGO провод защелкивается в гнезде, для лучшего контакта применяется специальная паста или гель.

Ответвительные зажимы представляют капитальный вариант винтового клемммника с несколькими закороченными отводами, используются преимущественно на улице и местах с неблагоприятными условиями окружающей среды.

Соединительные зажимы представляют изолирующий колпачок с резьбой внутри, он наворачиваются на скрутку, одновременно сжимая и защищая от механических воздействий.

Обжимы и клеммники
Применение различных обжимов и клеммников довольно широко практикуется при подключении электрических розеток, выключателей, осветительных приборов, а также при установке распределительных щитов. Данные приспособления позволяют аккуратно и быстро соединить провод медный одножильный, однако многожильный провод без предварительной пропайки или опрессовки трубчатым наконечником в винтовой зажим зажимать нельзя.
К бесспорным преимуществам винтовых зажимов можно отнести возможность соединения алюминиевых проводов с медными, а также отсутствие необходимости в последующей изоляции контактов.
Однако подобный тип соединения не лишен недостатков. Он нуждается в периодическом обслуживании, заключающемся в подкручивании зажимных элементов. Медь – очень мягкий материал, склонный к «вытеканию» из-под нагрузки. Если даже выполнять соединения посредством жестко подпружиненных самозажимных клеммников, из-за слишком малой площади контактирующих поверхностей при большой нагрузке происходит нагрев и отпуск пружинящих элементов, вследствие чего их упругость снижается вместе с качеством соединения.
Пайка VS-сварки
Для обеспечения хорошего контакта чаще всего применяется пайка или сварка медных проводов. Что лучше из этих методов? Однозначно, сварка. Дело в том, что пайка – процесс достаточно трудоемкий и длительный, особенно если требуется соединить кабель медный многожильный. Плюс к этому, спаечные соединения со временем разрушаются из-за присутствия третьего, более рыхлого и легкоплавкого металла – припоя. Наличие переходного сопротивления в местах стыков разных сплавов способствует появлению разрушающих химических реакций и прочих негативных процессов.
Когда же выполняется сварка медного провода, понятие «контакт» вообще пропадает, так как соединение получается монолитным из однотипного металла. Естественно, подобные соединения отличаются рекордно низким сопротивлением, за счет чего тепло практически не выделяется.
Пайка
Сразу следует отметить, что данная операция требует определенных знаний и опыта. Как ни парадоксально звучит, но качественная скрутка лучше плохой пайки, помните об этом.
Процесс пайки начинается с предварительной очистки концов проводов от изоляции и окислов. Затем их скручивают, покрывают специальным веществом – флюсом, после чего опаивают. Спаивать можно не только провода из меди, но и из алюминия, главное – правильно выбрать флюс и припой. Использование активного кислотного флюса не рекомендуется, так как он обязательно останется на проводах, вследствие чего соединение быстро разрушится.
Одна пайка занимает достаточно много времени, однако если все сделано правильно, такое соединение будет надежным и долговечным. После того как провода остынут, их необходимо тщательно заизолировать.
Пайка как надежная альтернатива скрутке
Ближайшей альтернативой скрутке, запрещенной для электромонтажа, является соединение проводов методом спайки. Он требует специальных приспособлений и расходных материалов, но обеспечивает абсолютный электрический контакт.
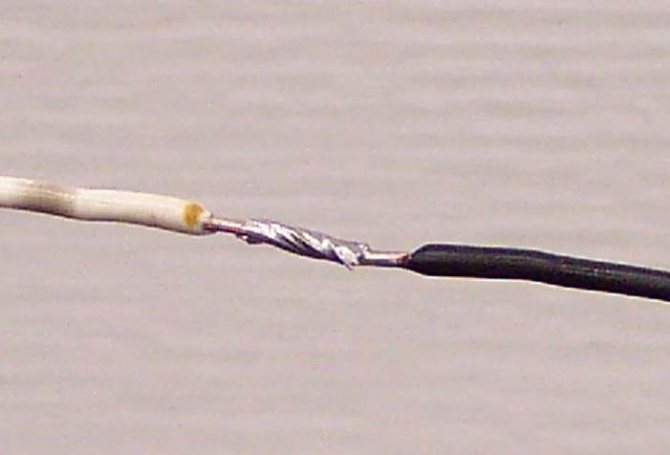
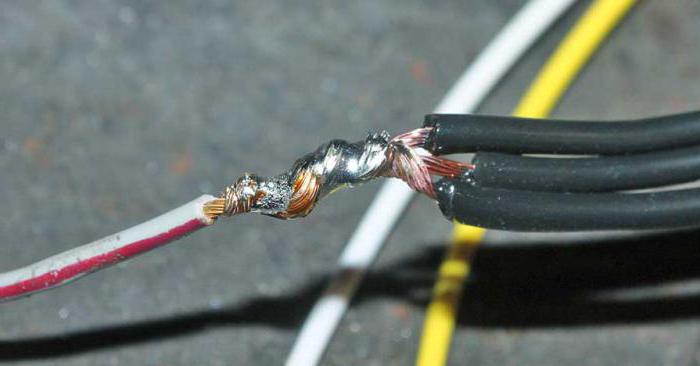
Совет! Спайка проводов внахлест считается самой ненадежной в технологии. В процессе эксплуатации припой крошится и соединение размыкается. Поэтому пред пайкой наложите бандаж, обмотайте кусочком провода меньшего диаметра соединяемые части, или скрутите вместе проводники.
Понадобится электропаяльник мощностью 60–100 Вт, подставка и пинцет (тонкогубцы). Жало паяльника следует очистить от окалины заточить, подобрав предварительно наиболее подходящую форму кончика в виде лопатки, а корпус прибора подсоедините к заземляющему проводу. Из «расходников» потребуется припой ПОС-40, ПОС-60 из олова и свинца, канифоль в качестве флюса. Можно использовать проволоку из припоя с, помещенной внутрь структуры, канифолью.

Если потребуется паять сталь, латунь или алюминий, потребуется специальная паяльная кислота.
Важно! Нельзя перегревать места примыкания. Чтобы не поплавилась изоляция при пайке обязательно используйте теплоотвод. Для этого придерживайте оголенный провод между местом нагрева и изоляцией пинцетом или тонкогубцами.
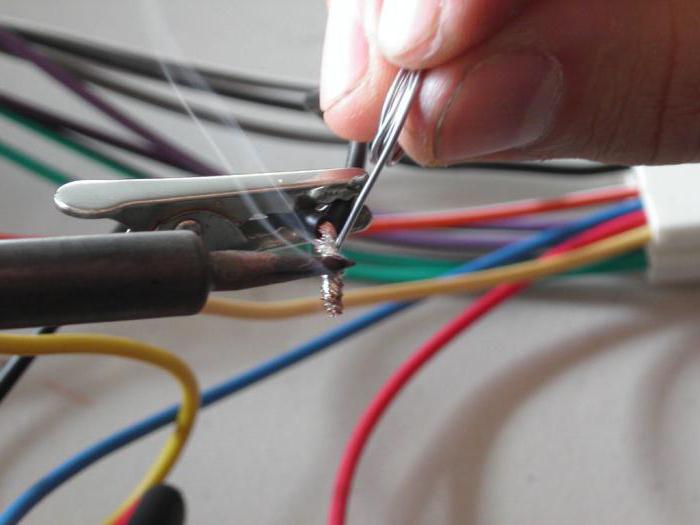
- Зачищенные от изоляции жилы следует облудить, для чего разогретые паяльником кончики помещают в кусочек канифоли, они должны покрыться коричнево-прозрачным слоем флюса.
- Помещаем кончик жала паяльника в припой, захватываем каплю расплавленного и равномерно обрабатываем поочередно провода, проворачивая и двигая по лопатке жала.
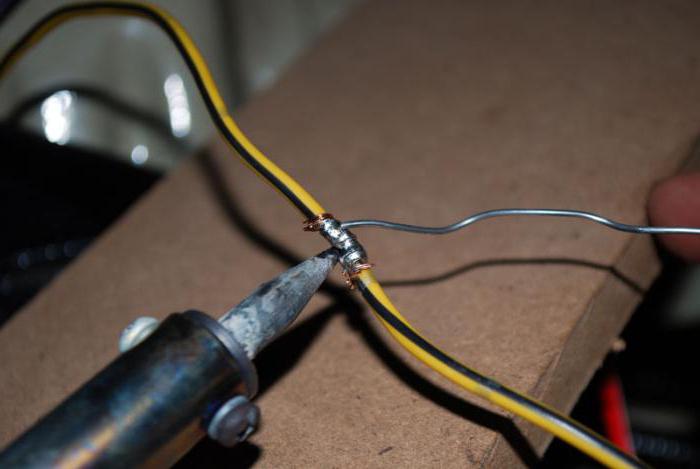
- Приложить или скрутить вместе провода, зафиксировав неподвижно. Прогреть жалом в течении 2–5 с. Обработать спаиваемые участки слоем припоя, дав растечься капле по поверхностям. Перевернуть соединяемые провода и повторить операцию с обратной стороны.
- После остывания места пайки изолируются по аналогии со скруткой. В некоторых соединениях они предварительно обрабатываются кисточкой, смоченной в спирте и покрываются сверху лаком.
Совет! Во время и после пайки в течении 5–8 с. провода нельзя дергать и шевелить, они должны находиться в неподвижном положении. Сигналом к тому, что структура затвердела, служит приобретение матового оттенка поверхностью припоя (в расплавленном состоянии он блестит).
Сварка
Самое качественное и безопасное соединение образует сварка медного провода. Сопротивление в месте контакта проводов не превышает показателя их стандартного сопротивления. Данный метод не требует много времени и считается относительно простым. При наличии минимальных навыков и познаний сварка медных проводов в домашних условиях вполне выполнима.

При проведении сварочных работ необходимо строго соблюдать все правила пожарной и электробезопасности. Во избежание ожогов и травм глаз следует обязательно применять средства индивидуальной защиты – специальную защитную одежду и рукавицы, сварочную маску либо очки.
Оборудование для сварки
Соединение проводов с помощью сварки выполняется аппаратами различных типов. Наиболее удобно использовать инверторный аппарат для сварки медных проводов, так как устройства этого типа характеризуются небольшими габаритами и весом, экономичным энергопотреблением и широким диапазоном регулировок сварочного тока. К их преимуществам следует отнести и способность обеспечивать устойчивое горение электрической дуги.
Если намечается значительный объем электромонтажных работ, то приобретение сварочного аппарата инверторного типа будет вполне целесообразно и оправданно. К тому же это оборудование наверняка не будет лежать «мертвым грузом» и в будущем.
Сварка медных жил проводов графитовым электродом
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса.
Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке.
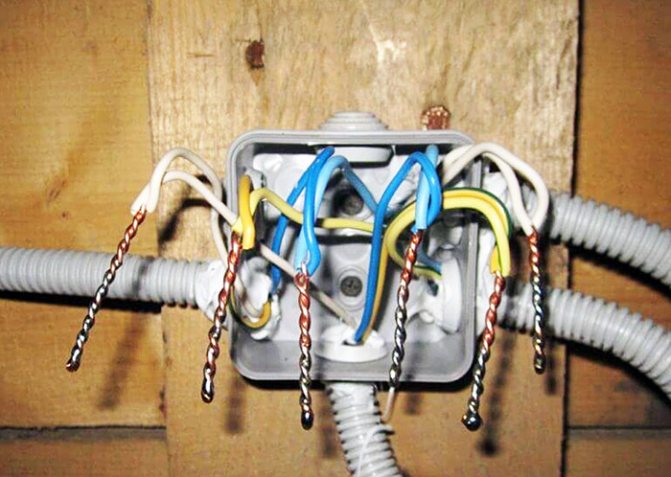
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки, так как:
- Каждый инвертор имеет свои особенности.
- Напряжение вашей сети может не соответствовать 220 Вольтам.
- Химический состав медных жил проводов может отличаться из-за разных производителей.
- К тому же вам не помешает потренироваться, чтобы работа прошла как можно качественнее и быстрее.
Особенности процесса сварки проводов из меди
Сварка медного провода может осуществляться как переменным, так и постоянным током при показателях напряжения 15-30 В. Очень хорошо, если в аппарате предусмотрена возможность регулировки тока.
К примеру, чтобы сварить два медных провода сечением 1,5 кв. мм, хватит 70 А. Для сварки трех проводов с таким же сечением ток необходимо увеличить до 90 А. Соединение трех проводов сечением 2,5 кв. мм потребуется от 80 до 100 А, а для сварки пяти аналогичных проводов – 120 А. Если выбран оптимальный сварочный ток, не происходит «залипание» электрода, а дуга горит достаточно устойчиво. Для сварки проводов из меди применяют угольно-медные «карандаши» (электроды). Если таковых нет, то возможно использование угольных стержней от батареек пальчикового типа.
Какой способ соединения электропроводов самый надежный?

Каждый электрик, выполняющий электромонтажные работы, знает, что самый ответственный участок при электромонтаже — это соединение проводов. Главное требование к ним — создание максимальной проводимости между проводами и надежность стыка. В идеальном случае, сопротивление соединения должно быть минимальным и не увеличиваться при длительной эксплуатации. Несоблюдение этого требования приводит к перегреву мест соединения проводов, к их повреждению и часто к пожару.
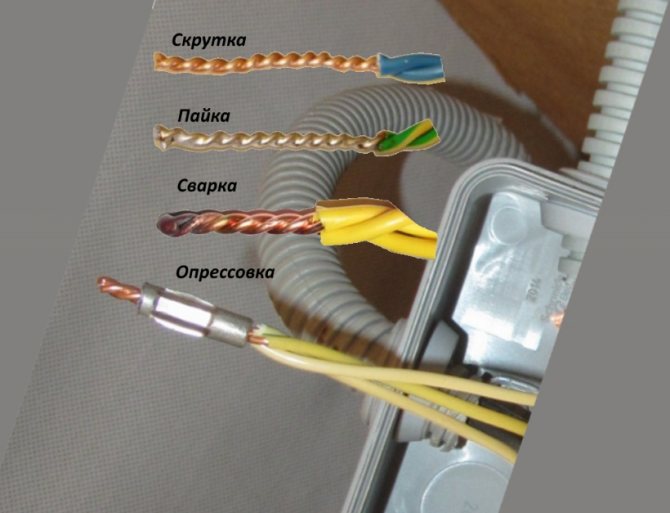
В настоящее время, придумано много способов соединения проводников, каждый из них имеет свои преимущества и недостатки. Вот самые популярные: скрутка, сварка, пайка, клеммные соединения и зажимы, винтовые ответвительные зажимы, болтовые соединители, соединительные изолирующие зажимы СИЗ, зажимы типа WAGO, опрессовка. Рассмотрим их.
Скрутка
Когда-то самый популярный среди электромонтажников способ соединения проводов, ныне запрещен. В 1970-е годы провода сечением до 10 мм2 включительно разрешалось соединять скруткой, без пайки и сварки. Но в 7-й редакции «Правил устройства электроустановок» вышедшей в 2009 г. в пункте 2.1.21 главы 2, написано: «Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться с помощью опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке».
Как видим, скрутки в списке нет. Здесь следует уточнить, что скрутка запрещена в чистом виде, т.е. как законченный технологический процесс, но при других способах соединения, например при сварке или спайке проводов, она разрешена и применяется как её составная часть.
Запрещение скрутки связано с тем, что качество контакта, т.е. его проводимость, ухудшается со временем. В свежей скрутке переходное сопротивление (ПС) может быть в норме, отчего некоторые электрики так ратуют за нее. Заметим, что ПС скрутки зависит от площади контакта проводов, силы их сжатия, чистоты их поверхности (отсутствия грязи) и наличия окисной пленки.
Со временем провода, взаимодействуя с кислородом воздуха, окисляются, ПС в местах их соединения увеличивается, и скрутка нагревается, нагрев приводит к еще большему увеличению окисления проводов и ослабления силы сжатия проводов, отчего скрутка еще больше нагревается.
Чем больший ток в цепи, тем сильнее нагревается скрутка. Здесь важно заметить, что автоматы защиты не разорвут электроцепь, в которой скрутка нагрелась до состояния пожара, так как ток в цепи почти не изменяется, а растет только температура стыка. Именно в этом опасность скрутки, и это является главной причиной пожаров электропроводки, поэтому скрутки запрещены.
Сварка
По единодушному мнению электриков, сварка — это самый надежный вид соединения проводов. ПС в месте соединения сваренных проводов со временем не увеличивается, поэтому сваренные провода не перегреваются и служат много десятков лет, обеспечивая должный уровень пожаробезопасности.
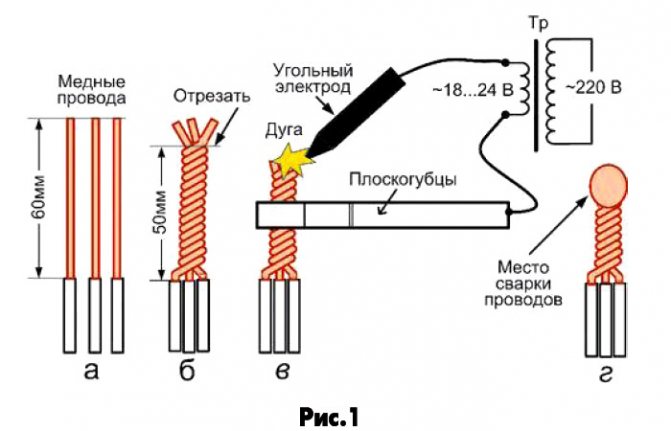
Технология (последовательность) сварки проводов показана на рис.1, а фотографии сваренных медных и алюминиевых проводов показаны соответственно на рис.2 и рис.3. Сварка проводов, как правило, проводится переменным током (рис.1,в) и длится 2. 3 с. В качестве сварочного электрода можно применить омедненные графитовые электроды, продающиеся в специализированных магазинах сварочного оборудования, или графитовые щетки от коллекторных двигателей, или щетки от троллейбусных штанг.

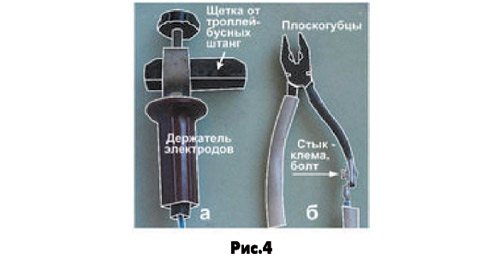
В качестве держателей электродов можно применить зажимы как заводского изготовления (рис.4,а), так и самодельные. Подойдут и зажимы типа «крокодил», те самые, которые применяют для подключения к кислотным автомобильным аккумуляторам. Провода, подключающие сварочный аппарат к сети
220 В/50 Гц, могут быть любыми, необходимой длины, сечением 2,5 мм2, а провода между сварочным аппаратом и скруткой должны быть длиной до 1,5 м сечением 10 мм2, в крайнем случае -6,0 мм2, но в таком случае, длиной не более 1,0 м. В этих проводах будет проходить ток до 100 А.
Величина тока зависит от количества проводов в свариваемой скрутке и, естественно, от мощности сварочного трансформатора. Если сварочный аппарат способен выдать ток 50. 90 А, то это достаточно для практической работы.
В качестве контакта сварочного аппарата со скруткой, т.е. «массы», применяют плоскогубцы, ручку которых проводом через болт и клемму (рис.4,б) присоединяют к сварочному аппарату. Плоскогубцы, кроме создания контакта скрутки со сварочным аппаратом, являются теплоотводом, предотвращающим подгорание изоляции проводов.
Медные провода свариваются легко. Если вы раньше не варили скрутки, то вам необходимо потренироваться на отдельных кусках провода с разным их количеством в скрутке. Алюминиевые провода сваривать тяжело, главное препятствие здесь — окись алюминия, его температура плавления 2050°С, хотя чистый алюминий плавится при 660°С. Кроме того, окись алюминия плохо поддается воздействию флюса.
Хороший растворитель для него — следующий состав (продается в специализированных магазинах для сварки): — фтористый калий -1 часть; — хлористый цинк — 8 частей; — хлористый литий — 32 части; — хлористый калий — 5 частей. Перед применением этот флюс надо развести до густоты пасты, натереть им алюминиевые провода и затем сваривать их так же, как медные.
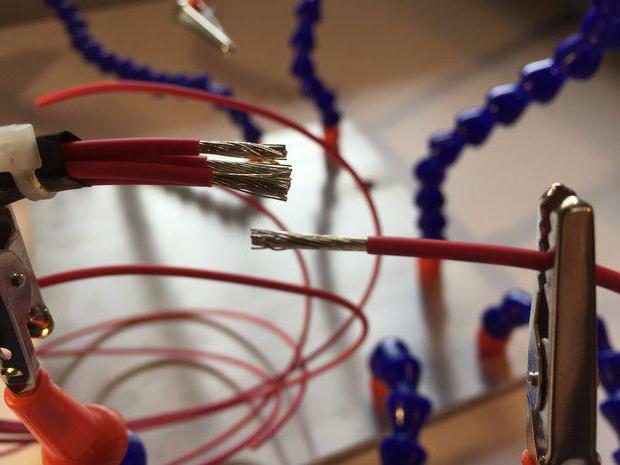
Технология сварки
Кончики проводов длиной 5-6 см очищают от изоляционного покрытия и скручивают, начиная от срезов изоляции, оставляя 5-6 мм в конце скрутки в нескрученном виде. Эти кончики необходимо расправить, сложить параллельно и прижать друг к другу. При скручивании трех и более проводов, на конце все равно нужно оставить только два свободных кончика, а остальные срезать в месте последнего витка скрутки. Если сварочный аппарат недостаточно мощный, такая скрутка позволит более просто сформировать шарик расплава. При наличии достаточного сварочного тока в аппарате можно выполнить простую скрутку.
Далее скрутку зажимают с помощью сварочного зажима. Если данное приспособление отсутствует, можно воспользоваться обычными старыми плоскогубцами.
Подготовленное соединение сваривают угольным электродом. В процессе сварки медных проводов расплавляют оставленные нескрученными концы до формирования шарика расплава. Чтобы обеспечить надежный механический и электрический контакт проводов, зона расплавления обязательно должна дойти до скрутки.
Продолжительность сварки не должна превышать 2-3 секунд, в обратном случае изоляция проводов оплавится. После полного остывания соединения производится его изоляция с помощью нескольких слоев изоленты либо специальных колпачков, ПВХ или термоусадочных трубок.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.




