

Главная / Расходные материалы
Назад
Время на чтение: 3 мин
0
535

Как профессионалы, так и любители часто в своей практике используют припои и флюсы для паяния. Добротные красивые швы – одно из главных преимуществ такой пайки.
Существует много видов этих материалов для качественной сварки дома и на производстве. В специализированных местах можно даже найти припой со встроенным внутрь флюсом.
Поэтому тем кто первый раз встречается с подобным видом пайки, бывает сложно выбрать нужные материалы. Чтобы вам помочь, мы расскажем о некоторых видах и как их использовать.
Какие отличия существуют у легкоплавких и тугоплавких припоев? Что мы знаем про слабоактивные и активные флюсы? Как работать с такими материалами? Ответы вы найдёте чуть ниже.
- Какие бывают припои Легкоплавкий
- Тугоплавкий
- Активные
Какие бывают припои
Припой необходим, чтобы заполнить границы между заготовками. Представляет собой прут с содержанием металла. При работе с ним происходит соединение с главным металлом, а в некоторых случаях он сам выступает как ключевой.
Имеет разный диаметр. Основной элемент – олово, но другие элементы также присутствуют в составе. Плюмбум и купрум, к примеру. Два основных вида – это легкоплавкий и тугоплавкий.
Легкоплавкий

Этот вид применяется в основном для работы с мелкими деталями, такими как радиоаппаратура. Если необходимо припаять радиоэлектронные частицы, легкоплавкому припою замены не найти.
В состав, помимо олова, входят такие элементы как кадмий, свинец, висмут, цинк.
Если судить по названию, то сразу приходит понимание, что этот материал лёгок в плавлении. Один паяльник небольшого размера легко может справиться.
Если ваша деятельность связана с радиоэлектронными деталями, вам подойдут прутки, которые плавятся при температуре до ста сорока градусов.
Также есть специальные виды для металлообработки плат. Они плавятся при температуре сто градусов. Лужение с такими материалами может происходить гораздо проще и за меньшее время.
Также припои имеют свои модели, только это довольно большая тема, которая заслуживает своей статьи.
Для нынешнего оборудования подойдёт припой, который не содержит свинец, а температура плавления составляет двести градусов. Это зависит от особенностей оборудования.
Большинство техники производится опираясь на жесткие экологические нормы, которые запрещают применение свинца, из-за выделения им вредных паров.
Пайка различных металлов и сплавов
Изделия, очищенные и подготовленные для пайки, не должны храниться продолжительное время во избежание окисления. Их следует возможно скорее загружать в печь или контейнер с обеспечением защитной среды. Особенное внимание должно быть уделено удалению воздуха при пайке высоколегированных сталей и сплавов, содержащих легкоокисляемые элементы. Удаление воздуха может достигаться вакуумированием или продуванием защитного газа — аргона. При продувании температура должна повышаться постепенно, начиная от комнатной до 800—900 С (1073— 1173 К). Этот процесс требует значительного расход аргона. Вакуумирование более рационально, так как при этом значительно снижается расход аргона. Большое значение при пайке имеет контроль температуры нагрева изделия; перегрев может оказать вредное влияние.
Общее время пребывания припоя в расплавленном состоянии состоит из времени:
t = t1 + t2 + t3
где t1 — время нагрева от температуры плавления припоя до температуры пайки; t2 — время выдержки при пайке; t3 — время охлаждения от температуры пайки до температуры кристаллизации припоя.
В случае взаимодействия припоя с основным металлом t1 и следует, возможно, сокращать. После окончания процесса панки необходимо удалить флюс, очистить окисленные поверхности, устранить наплывы и участки растекания припоя, в особенности в тех местах, которые подлежат последующей обработке. Требование удаления флюса вызвано возможным отрицательным влияние его, например появлением коррозии (в алюминиевых сплавах).
Флюсы (для пайки алюминиевого сплава) удаляют промывкой горячей и холодной водой при условии последующей обработки в растворе хромового ангидрида. Флюсы на основе буры образуют на поверхности твердую корку. Их удаляют механическим путем или погружением деталей в горячую воду. Паяные швы на алюминиевых сплавах обрабатывают металлической щеткой и вторично промывают от флюсов, могущих остаться в порах швов. Растекающийся припой удаляют механическим, химическим или электромеханическим способами.
Для контроля качества паяных соединений применяют разные методы. Существенное значение имеет внешний осмотр швов. Швы проверяются на прочность, плотность, электропроводность. Паяные швы можно контролировать физическими методами: рентгеновским просвечиванием, применением радиоактивных изотопов, прозвучиванием.
Кроме испытания паяных образцов без их разрушения, нередко применяют испытания с доведением их до разрушения. Результаты, полученные при испытаниях до разрушения нескольких образцов, позволяют установить механические свойства серии аналогичных изделий.
К углеродистым и низколегированным сталям относится стали, имеющие температуру плавления 1450—1520 С (1723—1793 К). При низкотемпературной пайке сталей применяются главным образом оловянно-свинцовые припои с активными флюсами. Перед пайкой рекомендуется детали облуживать. Это ускоряет процесс пайки и позволяет обеспечивать высокие механические свойства соединений.
Более часто для пайки сталей применяют высокотемпературные медно-цинковые припои с добавкой серебра (температура плавления 940—700 С (1213—973 К). Однако вследствие легкого испарения цинка эти припои не применяют для вакуумной панки. Их целесообразно использовать при пайке в среде с низкими окислительными свойствами, например продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д. Для пайки углеродистых сталей в качестве припоя применяют также чистую медь, в особенности при пайке в печах в среде водорода. Медь хорошо растекается, заполняет малые зазоры. При этом прочность соединений превосходит прочность самой меди.
К высоколегированным сплавам относятся коррозионно-стойкие аустенитные стали 0Х18Н9, 12Х18Н9 со стабилизирующими добавками — титаном, ванадием, ниобием и т. д., кислотоупорные хромистые стали Х17, Х25 и другие ферритного класса, жароустойчивые никелевые сплавы, например, имеющие около 80% Ni и др.
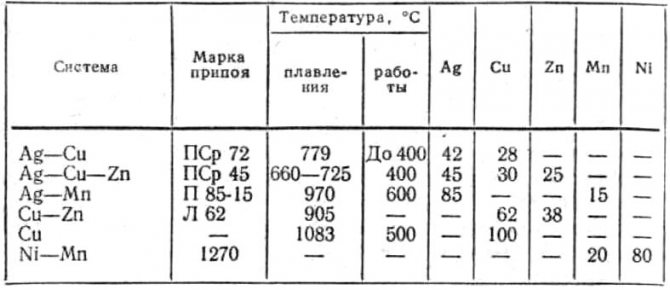
Указанные сплавы могут паяться легкоплавкими припоями с применением активных флюсов. Однако пайка легкоплавкими припоями указанной группы сплавов технически нецелесообразна. Рациональнее применять для их соединений высокотемпературные припои (табл. 1).
В соответствии с маркой припоя применяются флюсы с различными составляющими. Некоторые припои при быстром нагреве т. в. ч. теряют свои составляющие.
Высоколегированные сплавы и стали можно паять в среде аргона, водорода, в вакуумных печах, Недостаток пайки в аргоне — не вполне удовлетворительная растекаемость припоя. Для улучшения растекаемости во флюсы вводят добавки, например литий. Пайка в атмосфере водорода требует высокой его чистоты; использование водорода всегда сопряжено с некоторой опасностью взрыва.
Пайка в вакууме дает хорошие результаты при применении припоев, не содержащих легко испаряющихся элементов (цинка и др.). При пайке указанных выше материалов могут возникать поры вследствие испарения некоторых составляющих припоя, например, цинка: непровары в результате неудовлетворительного смачивания расплавленным припоем соединяемых частей или недостаточной очистки поверхностей; трещины при проникновении жидкого припоя между границами зерен основного металла. Особенно часто образуются трещины при пайке медно-цинковыми и медно-серебряными припоями. Применением более высокотемпературных припоев можно избежать растрескивания паяных соединений.
Таблица 1. Состав припоев, %
Применение никелевых припоев иногда сопровождается образованием подрезов основного металла в местах перехода к швам. Это происходит вследствие того, что припой этого рода имеет способность растворять основной металл. Чтобы избежать этого явления, следует вести технологический процесс пайки при возможно более низкой температуре. При помощи пайки хорошо соединяются изделия из чистой меди и медных сплавов. Чистая медь хорошо паяется при нагреве в вакуумных печах, а также в атмосфере хорошо очищенного водорода без каких-либо примесей кислорода. Медно-цинковые сплавы, содержащие 4—38% Zn, при длительном нагреве теряют его (цинк испаряется), поэтому латунные детали перед пайкой целесообразно покрывать медью.
Пайка широко применяется для соединений различных бронз; алюминиевых, содержащих 5—10% Аl; бериллиевых, применяемых в приборостроении и имеющих в своем составе 2—2,5% Be; хромовых, содержащих около 0,5% Сr; оловянных, применяемых при обработке давлением, содержащих олово, а также фосфор и др.
Медь и ее сплавы легко паяются при применении низкотемпературных припоев с использованием канифольных флюсов, не вызывающих коррозии. Нередко перед пайкой поверхности деталей облуживают чистым оловом слоем толщиной 0,005 мм на стали и 0,0075 мм на меди. Низкотемпературные припои не обеспечивают высокой прочности паяных соединений, поэтому рекомендуется пайка в печах высокотемпературными твердыми припоями. Целесообразно применение медно-фосфорных и серебряных припоев и флюсов на основе буры с добавлением фтористых соединений. Алюминиевые бронзы хорошо паяются серебряными припоями с никелем, который препятствует проникновению в припой алюминия и повышает производительность технологического процесса.
Титан и его сплавы паяют в электрических печах, т. в. ч., газопламенным горелками. Наилучшие механические свойства спая достигаются при пайке ТВЧ. Это объясняется тем, что в результате сокращения термического цикла при этом способе пайки отсутствует рост зерна, приводящий к охрупчиванию соединений. При пайке титановых сплавов целесообразно применять серебряные припои, имеющие температуру плавления ниже температуры рекристаллизации титана и выше температуры, требуемой для удовлетворения условий смачивания припоем паяных деталей.
Очень важная задача производства — соединение пайкой различного рода керамических материалов и окислов друг с другом и с металлами. Возможны разные случаи: металлы более тугоплавки, нежели керамика, при этом соединение обеих деталей происходит в твердом состоянии, контакт обеспечивается необходимым давлением, применением покрытий. В последнем случае соединение достигается при температурах ниже температуры плавления каждой из соединяемых деталей.
Особенно благоприятные условия для соединения, когда металлы имеют температуру плавления ниже температуры плавления керамики и в результате своих специфических химических свойств склонны к образованию связи с последней. Гак, например, титан и цирконий имеют большое сродство к кислороду и образуют твердые растворы со многими металлами и окислами. Окислы титана и циркония весьма тугоплавки. При некоторых условиях эти металлы восстанавливают окислы металлов, образующих керамику, и присоединяют к себе освобожденный кислород. Такое восстановление, необходимое для прессовой пайки, следует проводить в условиях вакуума или в среде аргона.
Серьезные затруднение пайки керамик с металлами — существенная разница в их температурных коэффициентах расширения, в результате чего в соединениях образуются остаточные напряжения значительной величины. В неблагоприятных случаях, при недостаточной пластичности материалов в них возникают трещины. Для устранения этого явления иногда между соединяемым металлом и керамикой прокладывают пластины из пластичного металла, например молибдена. При пластических деформациях последнего опасность возникновения трещин в керамике значительно уменьшается.
С помощью специальных присадочных металлов можно получать качественные соединения не только однородных элементов, например Al2O3 + Al2O3, но и разнородных. Сплавы, содержащие сильные карбидообразующие элементы — молибден, тантал, титан, цирконий и др., — хорошо смачивают графит.
Припой с флюсом
Припои с встроенным флюсом представляют свой отдельный вид. Также его называют трубчатым. Выглядит он как пустой прут, внутри которого встроен химикат для защиты.
При плавлении прут плавится, а флюс применяется для защитных функций. Одни из часто используемых моделей – это Brazetec Comet 3476U и Castolin 192 FBK.
Этот тип флюса практичен в использовании, так как вы выполняете паяние и защиту одновременно. Время, которое вы потратили бы на выбор флюса и покрытие им припоя, остаётся свободным.
Но такие типы не всегда защищают максимально хорошо. Если вы гонитесь за качеством, то лучше будет выбрать эти материалы отдельно. А зачем всё-таки нужен флюс, мы поведаем далее.
Чем смывать
Для смывки флюса по завершении пайки микросхемы рекомендуется применять любой подходящий для этих целей растворитель, посредством которого можно убрать разводы и следы нейтрального состава.
Чаще всего для удаления остатков флюсового состава после пайки используются следующие популярные виды растворителей:
- чистый технический или медицинский спирт;
- обычный ацетон (или его смесь с другими химическими веществами);
- спиртосодержащие парфюмерные составы (хотя их применять нежелательно).

В продаже имеются специальные «отмывки» для удаления флюса с плат, при изготовлении которых (за небольшим исключением) используются те же составляющие.
Очищать платы всеми перечисленными выше составами рекомендуется в следующей последовательности.
Сначала берётся кусочек чистой мягкой фланели, который затем смачивается в небольшом количестве жидкого растворителя (из состава рассмотренных ранее смесей).
На завершающей стадии очистки участок микросхемы с использованным флюсом тщательно протирается смоченной ранее тряпочкой, которая хорошо отмоет все оставшиеся на нём следы и разводы. После того, как обработанные места полностью высохнут – можно будет приступать к их покрытию защитным лаком.
Какие бывают флюсы

Флюс — это вещества, используемые для удаления оксидов с поверхностей пайки и повышающие уровень качества шва. Флюс работает на эстетику.
Он может сильно изменить вид шва, но помимо этого улучшает качество и гладкость. Он очень важен. Поэтому необходимо выбирать внимательно.
Припой напрямую влияет на флюс. Если припой растапливается с легкостью, то и свойства флюса раскроются хорошо. У защитного материала должна быть маленькая температура при которой он плавится, относительно припоя.
Только в этом случае вы выполните работу качественно. Существует два вида флюсов: активные и слабоактивные.
Активные

В структуру химически активных флюсов входят множество кислотосодержащих веществ. Они необходимы для того, чтобы уничтожать налёт и коррозию.
После работы с флюсом, нужно отчистить зону паяния от остатка, чтобы металл не испортился, и не появилась новая ржавчина.
Активность таких видов это плюс и минус в одно время. Если химикат использовать не правильно, он может разъесть материалы, при работе с радиоаппаратурой.
Также химикат оставляет ожоги на поверхности кожи, поэтому нужно помнить о технике безопасности. Но когда вы выполняете работу правильно, этот вид может послужить вам хорошую службу: удалить налёт и ржавчину, повысит уровень качества.
Паяльные пасты
Паяльная паста (Тиноль) представляет собой смесь из припоя и флюса. Такой материал не заменим при пайке в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Для этого необходимо нанести пасту в нужном количестве на место пайки и прогреть электрическим паяльником (температура полного расплавления 200°С). Остатки флюса после пайки не гигроскопичны, не электропроводны и не вызывают коррозии.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя и напильником с крупной насечкой приготовить опилки. Затем их перемешать с жидким флюс до получения пастообразного состава. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более шести месяцев.
Известно, что основной функцией припоя является хорошая диффузия с металлической поверхностью. Кроме того, он должен иметь оптимальную температурную вязкость, позволяющую ему ровным слоем распределиться по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Поэтому, от того, какие припои и флюсы для пайки паяльником вы выберете, будет зависеть конечное качество работ.
Применение

Материалы предназначены для разных работ, поэтому и техники по эксплуатации будут отличаться. Например, припои приспособлены для заполнения границ между заготовками.
А флюсы необходимы для того, чтобы улучшить шов и сберечь от разъедания покрытия кислотами.
Для того, чтобы эксплуатировать припой, его нужно довести до определённой температуры. При работе с небольшими деталями, нужно приложить его к зоне пайки, а к прутку поднести паяльный аппарат, чтобы он нагрелся и заполнил границы.
Если вы занимаетесь сваркой, вместе паяльника нужно взять газовую горелку.
Работа с отдельным видом припоя со встроенным флюсом, никак не отличается от работы с основными типами, легкоплавкими и тугоплавкими. Припой расплавится, а пары флюса выделятся поверх зоны паяния.
Для эксплуатации флюсов, вы должны разбираться в их консистенции. Если материал жидкий или пастообразный, то его наносят кистью, если сухой, то для этого понадобится специальный аппарат.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым). Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Важно!

После каждой рабочей сессии нужно обрабатывать жало напильника надфилем не выше 2 номера. В процессе пайки на нем будет оставаться металлическое покрытие припоя. Он ухудшает теплопередачу, вы это и сами заметите.
Чтобы не запускать до подобного рекомендуется использовать губку при работе, для «обдирания» остатков. Её потребуется совсем чуть-чуть намочить водой.
Надеюсь, эта статья на нашем сайте была вам полезной!
Нейтральные вещества

К нейтральным флюсам можно отнести канифоль, использовать которую рекомендуется при пайке мелких радиотехнических компонентов и микросхем.
Этот популярный реагент нужен для того, чтобы паять разнородные по структуре детали из меди и её сплавов при сравнительно невысоких температурах нагрева места стыка (не более 450-ти градусов). Причём проведение этой операции допустимо даже при наличии на поверхности заготовок тонких оксидных плёнок.
Благодаря малой активности флюсы на основе канифоли обеспечивают защищённость изделий от коррозии и пользуются в связи с этим повышенным спросом.
При приготовлении рабочего состава в растолчённую до порошкообразного состояния канифоль добавляются спирт, глицерин или скипидар, что способствует улучшению качественных показателей смеси.
Продаются нейтральные флюс-гели, которые нужны для бессвинцовой пайки микросхем. Их удобно наносить специальным шприцем-дозатором.




