Для эффективного соединения металлических поверхностей лучше всего прибегать к помощи температурных воздействий. Наиболее простым и распространенным способом является пайка паяльником. В этом случае материалы из металла соединяются под воздействием местного повышения температур и наплавки с более низкой температурой.
Для того чтобы правильно соединить металлические детали при помощи паяльника, необходимо узнать основные моменты, которые характеризуют процесс пайки. Для этого достаточно будет прочитать статью, посмотреть видео урок и попробовать освоить технологию на практике.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.
Европа-старушка присоединилась позже других континентов – ближе к научным основам этих технологических процессов (температурные режимы, составы припоев и так далее).


Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.

Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Сплав Розе
Паяльник или паяльная станция
Главное отличие паяльной станции от паяльника, это, конечно же, мощность, наличие регулировок и дополнительные возможности. Если нужно паять печатные платы и небольшие радиодетали, которые чрезмерно чувствительны к перегреванию, то следует отдать предпочтение паяльнику с мощностью в 24-48 Ватт. Можно присмотреться, например к USB паяльнику.
Чтобы паять широкие проводники и шины питания, а также массивные элементы, уже понадобится паяльник с большей мощностью, на 40-80 Ватт. Мощные паяльники, более 100 Ватт мощностью, подходят для пайки массивных стальных конструкций и различных изделий из цветных металлов.

Паяльная станция может понадобиться тем, для кого пайка хобби, то есть, привычное дело. В отличие от обычного паяльника, паяльная станция позволяет гибко настраивать температуру и поддерживать её в процессе пайки, она имеет и другие дополнительные возможности.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…

Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.

Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.
- Внесение в зону пайки припоя.

Правильная пайка паяльником
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то.
Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
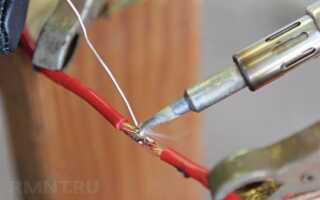
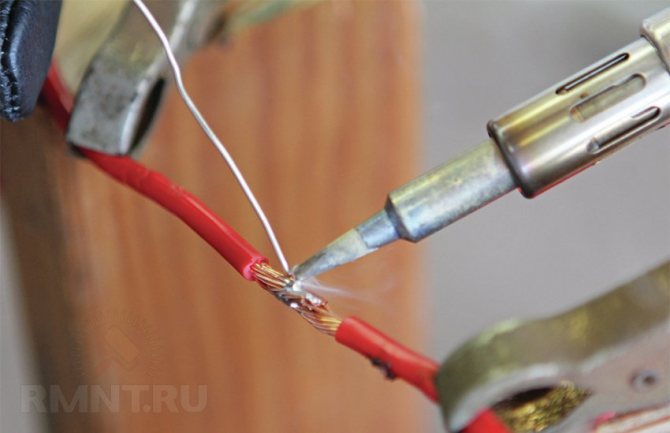
Паяем провода

соединение проводов пайкой: пример качественной работы
Спайка проводов проводится за несколько операций, причем они зависят от их типа и изоляции. Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами.
Толщина не влияет на последовательность операций, пайка толстого провода не отличается ничем, разве что, при чрезмерно большом диаметре, он не будет прогреваться. В таком случае, надо взять просто более мощный паяльник.
Внимание! Согласно действующим правилам эксплуатации электроустановок (ПЭУ) и ГОСТ, пайка медных проводов на силовых, заземляющих и зануляющих линиях электрооборудования запрещена. При аварийной ситуации они могут сильно нагреться и припой стечет. Для соединения используются специальные зажимы.
Если мы паяем одножильные провода без изоляции нам необходимо:
- Удалить окислы с поверхности — делаем это наждачной бумагой, мелким напильником или просто ножом. Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
- Покрыть поверхность флюсом — нагреваем провод, прижав его к канифоли, он должен полностью покрыться ей. Можно также нанести жидкий флюс кисточкой.
- Залудить — берем немного (не надо жадничать) припоя на жало (это должна быть не капля, а небольшой купол, до 1 мм высотой, на рабочей поверхности жала). Затем, прикасаемся паяльником к проводу, и нагреваем его. Припой должен сам обволакивать поверхность, не надо делать мажущих движений, просто греем. Если нужно залудить провод на большой длине, то касаемся в нескольких местах.
- Соединяем провода вместе, не встык, а кладем их параллельно друг другу на длину не менее 15-20 диаметров (это обеспечит механическую прочность соединения). Еще лучше скрутить провода.
- Снова покрываем поверхность флюсом.
- Паяем, точно также, как и при лужении берем немного припоя и просто прогреваем соединенные провода. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.
На видео можно наглядно увидеть, как выполняется работа:
Соединение провода, контакта или клеммы
Все операции проводятся точно в той же последовательности. В случае если нельзя контакт погрузить в канифоль, пользуемся жидким флюсом.
Многожильные провода
Все точно также. Но если мы хотим повысить надежность, то не лудим весь пучок, а распушиваем его так, чтобы каждый проводник залудился отдельно. Затем переплетаем между собой, скручиваем и пропаиваем.
Провода в изоляции
Для того чтобы удалить изоляцию обычно пользуются кусачками или ножом. Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Совет! Если жилы очень тонкие, то можно сжечь изоляцию открытым огнем (зажигалкой).
Эмалированные провода
Такой провод обычно используют для намотки катушек трансформаторов и т. п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
Кабеля из нескольких изолированных проводов
При соединении данных проводов, не стоит спаивать все сразу, так как потом, их будет сложно обмотать изолентой. Соединяем все жилы по очереди, после завершения изоляции предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусаживающиеся трубки (в обиходе «кембрики»). Отрезаем кусок и надеваем его на провод, после того как пропаяли, быстро, чтобы стык был еще теплым натягиваем их на него.

Изоляция термоусаживающейся трубкой
Мы разобрали технологию пайки, но часто возникают еще один вопрос — как соединить провода в кабелях, подключенных к разъемам наиболее распространенных типов. Постараемся раскрыть и его.
Внимание! Встречаются провода в экранирующей оплетке. Работаем с ней точно также как и с многожильным проводом. Расплести ее участок поможет шило или булавка.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
- При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
- При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Почему так важно не перегревать жало паяльника
Хорошо если паяльник поддерживает заданную температуру, в противном случае, при перегревании, происходит быстрый износ жала. Всегда нужно выключать паяльник и не оставлять его жало абсолютно сухим, без флюса.

В таком случае жало перегревается и покрывается окалиной, припой ни за что не будет нормально держаться на таком паяльнике. В дальнейшем производить качественные работы, связанные с пайкой деталей, таким паяльником будет трудно.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
[свернуть]
Чем паять нержавейку
Спаивание нержавейки является трудоёмким процессом. Как паять паяльником такой материал? Пайка производится при температуре от 500 до 700 градусов Цельсия с помощью припоя (тиноля). Припой для нержавейки выбирается исходя из условий пайки и состава стали. Сплав содержит не более 25% хрома и 25% никеля, такие составы дают очень прочные соединения. В качестве флюса используется бура, которая наносится на поверхность в виде пасты или порошка. После расплавления буры металл нагревается и становится ярко-красного цвета, затем в эти соединения вводится припой.

После окончания пайки оставшийся флюс удаляется при помощи воды или песочного обдувания. Применение азотной и соляной кислоты крайне нежелательно, так как может произойти реакция припоя и металла с разрушением последнего.