

В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.
Этот промежуточный расплавленный металл получил название сплава, а сам процесс называют припоем. В зависимости от того, какова температура плавления различают и разные виды пайки: легкоплавкие и тугоплавкие. Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
Обычно в марках припой обозначают ПОС, и это сокращение расшифровывается так: припой оловянно – свинцовый. Если рядом есть еще и какое-то число, то эта цифра обычно указывает на то, каков процент содержания олова в составе.
Какие встречаются?
Что же такое припой и как надо правильно его выбирать — на практике они могут быть мягкими или твёрдыми. Монтаж любой радиоэлектронной аппаратуры происходит с применением легкоплавких вариантов.
Компоненты неизвестного происхождения отличается по следующим признакам:
- Насыщенный блеск среза говорит о высоком присутствии олова.
- Преобладание свинца гарантирует субстанции тускло-серый цвет и матовую поверхность.
- При повышенном содержании свинца изделие становится пластичным, например, проволока сечением в 6 мм без видимого услия сгибается руками.
Иногда для качественной пайки применяется уже готовая смесь — это припой в виде проволоки, а флюс запаян внутри. Производители изготавливают аналогичные субстанции с допуском флюса в пределах 1—3% от общего веса, что благоприятно сказывается на процессе пайки и увеличивает производительность труда, т. к. отпадает необходимость постоянно макать жало паяльника в баночку с флюсом.
По консистенции выпускаются двух видов: мягкий или твердый припой, а по температуре плавления различают обыкновенные и тугоплавкие типы.
Классификация припоев
От температуры плавления зависит класс припоя:
- Мягкий припой достигается за счет плавления до четырехсот градусов Цельсия.
- Твердый припой достигается за счет плавления выше пятисот градусов Цельсия.
- Полутвердый припой достигается за счет плавления в диапазоне от расплавленного олова до четырехсот градусов Цельсия.
Припои классов мягкий и полутвердый прочны при растяжении от пятидесяти до семидесяти Мегапаскалей, они предназначены для спаивания токопроводящих частей машин. Они производятся при помощи паяльника или опускания частей для спаивания в жидкий припой.
Твердый припой прочен до пятисот Мегапаскалей, используется как припой категории прочности номер один для спаивания токопроводящих частей с большим нагревом и деталей с главной механической нагрузкой. Производится такой припой электродами из меди или графита. Небольшие детали спаивают автогеном.
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.

Варианты смачиваемости поверхности пайки расплавленным флюсом.
Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Свойства
Стоит отметить, что от того при какой температуре плавится припой зависят многие его свойства. Это обусловлено составом, ведь если в него входят тугоплавкие металлы, которые в своем чистом виде имеют высокую прочность, то и при добавлении в сплав они сохраняют эти качества, пусть и не в полной мере. Таким образом, прямая зависимость прочности соединения от точки расплавления практически всегда оказывается верной. Простым примером является сплав Вуда, который является одним из самых легкоплавких вариантов. На практике он оказывается очень хрупким и может треснуть или слететь от небольших температурных воздействий.
Здесь же наблюдается зависимость с тем, какую температуру будет выдерживать полученное соединение. Температура плавления припоя должна быть меньше, чем у основного металла, иначе это был бы уже процесс сварки. Пайка высокотемпературными припоями сама происходит при высокой температуре, соответственно и соединение будет лучше сопротивляться такому воздействию. Теплопроводность припоя также является важным фактором, ведь если она на низком уровне, то это помогает лучше переносить воздействие высоких температур и защищает деталь от перегревания.
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 0C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 0C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 0С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Преимущества твердых припоев
Преимущественные области применения твердых припоев:
- ПСр72 и ПСр50 – для спаивания металлокерамических контактов и разных токопроводящих деталей, которые должны выдерживать удары и выгибание.
- ПСр45 – для того чтобы спаивать медные элементы и ее сплавы, а также части из нержавеющей стали, обмоток роторов и обмоток нагруженных электрических аппаратов. Этот припой дает большую плотность, а вместе с тем и большую прочность полученных соединений.
- ПСр25 – для спаивания медных элементов или частей из ее сплавов, деталей из нержавеющей стали. Является заменителем ПСр45 при создании простых спаек.
- ПСр71 – для спаивания тех же самых деталей, что и ПСр72, но применяется, когда нужна высокая жидкотекучесть.
- ПСр25ф; ПСр15 и ПМФ7 – для спаивания медных или из ее сплавов деталей, частей аппаратов, проводящих ток, которые не должны выдерживать выгибание и удары.
- Л63 и ЛОК59-0,1–0,3 – для спаивания медных частей или деталей из чугуна. Такое спаивание очень прочное и подходит в сложных условиях выгибаний и ударов.
- ПЖЛ500 – спаивание частей, с температурой эксплуатации до шестисот градусов Цельсия.
Марки мягкого вида
Припой для пайки из этой категории применяется с уже готовым флюсом, находящимся внутри проволоки, поэтому расплавление происходит одновременно. Большое распространение получило изделие с названием Третник, потому что в нём содержится треть свинца от общей величины состава. Олово, входящее в состав сплава для пайки, отличается чистой в плане экологии, поэтому разрешается применение этого вида в пищевой промышленности.
Мягкие виды припоев применяются для пайки деталей, боящихся перегрева, например: транзисторов или предохранителей. Сплав ВУДА из-за токсичности применяется в ограниченных сферах человеческой деятельности.
Отечественные сплавы маркируются аббревиатурой ПОС, но при наличии других веществ в конце добавляется буква, соответствующая названию, например, ПОСВ-33 — этот припой содержит равные части олова, свинца и висмута.
Основные технические параметры
Материалы для пайки разделяют по таким параметрам:
- Проводимость, например, припои с содержанием алюминия обладают лучшими аналогичными значениями, нежели с маркировкой ПОС.
- Прочность на усилие растяжения, единица измерения кг/мм. Этот параметр напрямую зависит от процентного содержания олова.
- Температура плавления, которая зависит химического состава.
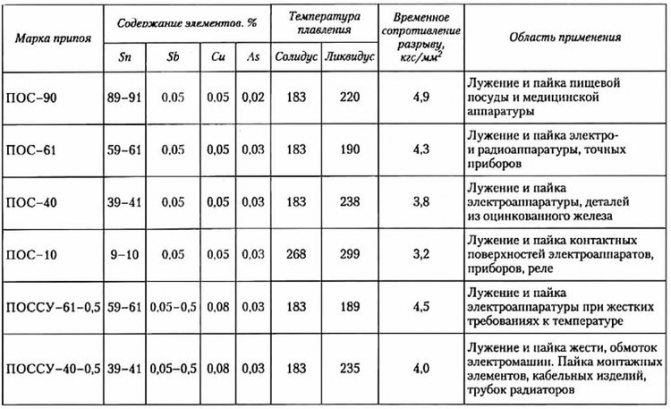
Таблица зависимости температуры и применения от химического состава припоя.
Температура плавления припоев
Различия в температуре могут быть очень сильными, что видно на примере таблицы. Причем это касается даже соседних марок в одной серии, так как многое определяется добавками в составе и прочими нюансами. Здесь приведены основные данные к самым распространенным маркам:
| Наименование припоя | Температура плавления, градусы Цельсия |
| Сплав Вуда | 70 |
| Сплав Розе | 90 |
| ПСРЗИ | 141 |
| ПОЗИ 30 | 170 |
| ПСР | 235 |
| ПСР 1,5 | 280 |
| ПСР 2 | 248 |
| ПОС 50 | 245 |
| ПОС 61 | 192 |
| ПОС 10 | 299 |
| ПОС 40 | 238 |
| ПОС 61 | 190 |
| О2 | 232 |
| ПОССУ 95-5 | 240 |
Рекомендации по температуре
Температура плавления мягких припоев хоть и не превышает 300 градусов, тогда как в твердых марках разброс намного больше, то все равно, даже в этом случае получается разница более чем в три раза. Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, почему припой не липнет к паяльнику. Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Возможность безвредного повышения температуры инструмента обуславливается тем, что у припоя есть первоначальная точка плавления, когда он из твердого перетекает в жидкое. В это время жидкость получается относительно вязкой и достаточно пластичной для применения. Далее следует вторая точка плавления, когда материал уже становится максимально жидким. Здесь уже сложнее работать, так что выбор режима должен быть как раз между этими двумя показателями.
Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
- Светлого цвета канифоль применяют при соединении меди и других мягких цветных металлов; спиртовой раствор с концентрацией один к пяти применяют в труднодоступном месте спайки; а смесь глицерина и канифоли применяют для герметичной пайки.
- Флюсы, включающие спирт, вазелин или хлористый цинк, используются для прочного соединения цветных и драгоценных металлов. Применение пасты оправдано тем, что её удобнее наносить в требуемом количестве на изделие.
- Кислотно активные вещества производятся в жидком виде, например, ортофосфорная кислота, имеющая плотность 1,7.
Хранить жидкие флюсы надо в герметически закрывающихся ёмкостях, для исключения испарения.
Пастообразные
Большое распространение получила паста Тиноль, которая применяется для пайки разных изделий в труднодоступных местах. Наносится лопаткой, с последующим активным нагреванием паяльником или другим, более мощным электрическим инструментом. Часто используется неопытными исполнителями, у которых нет навыков в работе с оловом и канифолью.
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.
Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.
Без содержания свинца
Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке. Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
В. И. Блинов, образование ПТУ, специальность сварщик шестого разряда, допуск от НАКС к НГДО и ГО, опыт работы с 2004 года: «При отсутствии подходящего по всем параметрам варианта, во время пайки используйте марку ПСР-45, в которой содержание вредного свинца минимальное и составляет не более 0,5% от общего веса».
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
- ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
- ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
- ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
- ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.
Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.
Колофонская смола
Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
- хорошо растворяется в бензине, спирте, эфире и ацетоне, но остаётся безразличной к воздействию воды;
- температура плавления варьируется в пределах 50—70 градусов, но иногда повышается до 130 0C;
- в химическом составе присутствует до 90% смоляных кислот, основой является абиетиновая кислота;
- легко разрушается при незначительном механическом воздействии.
Цвет изменяется от светло-жёлтого до тёмно-бурого оттенков, что зависит от степени очистки и указывает на количество посторонних примесей. Отличные электроизоляционные свойства принадлежат смоле с лимонным окрасом.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.




